Zum Erklärvideo
Zum Erklärvideo Ausschreibungstexte und Leitfaden
Ausschreibungstexte und Leitfaden Zur Vermietung
Zur VermietungRatgeber Produktdifferenzierung
Infos
In den unteren Akkordeons haben wir die üblichen Fragen zum Thema Kunststoffeis zusammengestellt und beantwortet.
Wir sind genauso Fan vom echten Eis, wie jeder andere. Wir sehen den Kunststoff als perfekte Ergänzung und Bereicherung für den Eissport und nicht als Ersatz.
Wir gehen sogar soweit und behaupten, dass ohne die Etablierung von Kunststoffeis der Eissport eine erheblich schwerere Zukunft hat.
Dies gilt aber leider nicht für Plastikeis im Allgemeinen. Es gibt durchaus Produkte, welche dem Markt eher schaden, als zu unterstützen.
Diese Fragen und unsere Statements dazu resultieren aus inzwischen fast einer Dekade Erfahrung mit Plastikeis und mehr als 20 Jahre Arbeit in der Kunststoffbranche.
Wir hoffen Sie erfahren, was Sie sich erhoffen. Falls nicht, stehen wir auch jederzeit zur Verfügung.
Kunststoffeis ist, wie der Name schon grob erkennen lässt, aus Kunststoff.
Über die Geschichte des Kunststoffeises lesen Sie bitte unter „Geschichte“.
Grundsätzlich gibt es zwei „Gattungen“ von Platten:
Platten mit zusätzlichem Gleitmittel:
Für diese Art von Platten wird dann zusätzlich Gleitmittel notwendig. Diese sind, je nach Anbieter, unterschiedliche Produkte. Unbedenkliche und toxische Produkte. Als unbedenklich gilt z.B. PEG und Glycerin. Als giftig gelten Silikate und benzolhaltige Stoffe, wie Kerosin, Diesel, etc.
Hier wird auf die Kunststoffplatte regelmäßig das Gleitmittel aufgetragen. Je nach Typ häufiger oder seltener. Entgegen der Angaben der meisten Anbieter muss dies je nach Frequentierung auch einmal öfter pro Tag aufgetragen werden. Auch nach Regen oder Reinigung muss jedes Mal neu aufgetragen werden. Dies muss sehr genau und gleichmäßig geschehen, da bei fehlender „Besprühung“ oft ein starker Bremseffekt auftritt und der Fahrer schon mal auf die Nase fällt. Hier nimmt er dann auch gleich mit seiner Kleidung das Gleitmittel auf. Ergebnis: Kleidung schmutzig und die Stelle hat kein Gleitmittel mehr. Auch beim Bremsen wird das Gleitmittel weggeschoben. Mehr dazu unter: „Wie funktioniert das Gleiten auf Kunststoff?“
Platten mit integriertem Gleitmittel:
Hier ist/sind der oder die Gleitstoffe in das Material im Pressvorgang eingebracht. Damit muss die Platte (zumindest theoretisch) nicht zusätzlich geschmiert werden.
Aber auch hier gibt es wichtige Unterschiede. Es gibt unterschiedlichste Additive und unterschiedlichste Viskositäten. Letztlich tausende Kombinationsmöglichkeiten. Die optimale Kombination heraus zu finden ist eine wahre Fleißarbeit. Hat jemand die optimale Kombination gefunden, ist dies faktisch nicht kopierbar.
Hier ist noch wichtig zu wissen, dass je nach Additiv die Substanzen aus dem Material ausdiffundieren. Das kann schnell oder langsam gehen. Viele Anbieter haben hier Stoffe, welche teilweise schon in Wochen ausdiffundieren. Dann fällt die Selbstschmierung aus und es muss doch wieder gesprüht werden. Auch bei den Produktionsparametern können viele Fehler gemacht werden. Stimmen Aufheizwerte und Abkühlwerte und die entsprechenden Zeiten nicht, hilft das beste Additiv nichts. Ein einfacher Test ist, die Platte auf der Oberfläche auf starke „Öligkeit“ zu überprüfen. Wenn hier fühlbar was drauf ist, ist es entweder eine neue Platte, bei welcher das Additiv zu schnell ausdiffundiert, oder man hat zusätzlich was aufgesprüht. Auf jeden Fall wird man hier keine lange Freude haben.
Aus welchen Kunststoffen bestehen die Platten dann?
Nun gibt es jedoch unzählige Kunststoffe. Hier könnte man bereits ein Buch darüber schreiben. (gibt es auch schon)
Wir beschränken uns jedoch auf die Art von Kunststoff, welche faktisch ausschließlich für diesen Zweck verwendet wird.
Polyethylen oder auch kurz PE.
Für die Herstellung typischer „Eis“ - PE –Platten gibt es in 3 Produktionsverfahren:
1. gepresst (gesintert)
2. extrudiert
3. gespritzt
zu 1.) gepresst (gesintert)
Allgemeines:
Die Platte wird aus PE-Granulat-, PE-Gries- oder PE-Pulver-Rohstoffen hergestellt. Dabei wird das Rohmaterial in eine Form eingebracht und die Form wird dann in eine Presse gelegt. (häufigste Materialien PE 500 und PE 1000) Diese heizt das Rohmaterial zum Schmelzpunkt auf und presst den Rohstoff in die Form. Danach wird die Platte abgekühlt. Die genaue Temperatur, der Pressdruck und die Abkühlungsparameter, sind, je nach Hersteller und Produkt, etwas unterschiedlich. In der Kunststoffeis-Branche sind diese Produktionsparameter oft geheim. Der Grund dafür liegt darin, dass diese Parameter höchst entscheidend sind, wie die Platte später funktioniert.
Zusätzlich können hier Additive wie z.B. UV-Stabilisatoren eingebracht werden. Bitte hier immer nachfragen. Platten ohne UV Schutz können im Außenbereich nicht lange, eigentlich gar nicht, verwendet werden. Hier wird manchmal auf Grund von Gewinnoptimierung gespart.
Standard-PE-Platten mit Gleitmittel (siehe auch oben):
Die meisten vertriebenen Platten sind reine Standard-Industrie-PE-Platten und haben keine großen Geheimnisse. Jedoch sind die Unternehmen, welche diese Platten vertreiben und meist als ihre eigene Produktion ausgeben, sehr restriktiv, Informationen darüber geben. Da kommt meistens nur. „Betriebsgeheimnis“. Rudimentäre Informationen kann man immer geben, auch wenn die Details natürlich geheim bleiben können. Wenn Sie diese haben wollen, können Sie dann auch direkt bei den PE-Platteproduzenten kaufen und 30-60% sparen. Dann wählen Sie eines der oben genannten Gleitmittel, dann haben Sie die gleiche Platte die meisten „Hersteller“. Ja, Sie lesen richtig, wirklich viele „Hersteller“ verkaufen wirklich diese Platten und machen gutes Marketing und Geschichten außen herum.
PE-Platten mit Additiven (integrierten Gleitmittel) oder anderen zusätzlichen Materialien:
Hier gilt das oben geschriebene „Platten mit integriertem Gleitmittel“. Ergänzen sollte man hier noch, dass neben Additiven auch andere Kunststoffe und Materialien eingebracht werden. Zurzeit gibt es grob 3 Hersteller, welche mit Additiven arbeiten. Doch wie oben beschrieben ist das nicht einfach. Analysieren und klauen geht hier zum Glück nicht. Da der Produktionsprozess selbst eine entscheidende Rolle spielt.
zu 2.) extrudiert
Hier wird das Granulat nur durch eine „heiße“ Schnecke verdichtet. Der Druck ist hier vergleichsweise bescheiden und nicht mit gepressten Platten zu vergleichen. Sie sind erheblich weicher und verschleißen erheblich schneller. Das Rohmaterial (Granulat) ist meist PE 300. Die Platten werden meist auch relativ dünn angeboten, meist ½“ = ca. 12mm. Hier gibt es zwei eklatante Probleme. Durch die sehr weiche Konsistenz ist der Abrieb zig Mal stärker als bei gepressten Platten. Die Kufen pressen sich auch sehr tief ein und hinterlassen merkliche Spuren. Ein weiteres Problem ist, dass die Platten in eine Richtung extrudiert werden, was bedeutet, dass die Moleküle entsprechend in diese Richtung ausgerichtet sind. Damit ist die typische Ausdehnung von Kunststoffen bei steigender Wärme in X und Y Richtung unterschiedlich. Das führt vor allem zu Problemen, wenn z.B. Platten mit Puzzle Verbindung verlegt werden und die Platten 90° verdreht, bzw. nicht in Extrusionsrichtung verlegt werden, dann dehnen sich die Platten in unterschiedliche Richtungen unterschiedlich aus und die Platten springen aus der Verbindung. Diese Produkte vertreiben fast ausschließlich Firmen und aus den USA. Hier gibt es bis heute keine selbstschmierenden Platten. Die Additive sind hier schwer bis gar nicht einbringbar. Hier werden definitiv Gleitmittel nötig.
zu 3.) gespritzt
Das Rohmaterial ist hier auch meist PE 300. Hier sind die Drücke auch nicht höher. Damit ist das Produkt ebenfalls sehr weich. Beim Spritzen wird der Kunststoff in eine Form gespritzt. Der Vorteil ist, dass die gespritzte Platte kaum noch nachbearbeitet werden muss. Gepresste und extrudierte Platten müssen nachbearbeitet werden und auch die Verbindunssysteme werden noch gefräst. Damit ist eine gespritzte Platte sehr preisgünstig herzustellen. Das Verfahren hat leider auch wieder Nachteile. Schon erwähnt wurde, dass die Platten ebenfalls sehr weich sind und damit stark verschleißen und wieder leicht tiefe Spuren bekommen. Ein weiterer Nachteil ist, dass die Dimensionen der Platte nicht sehr groß sind. Größer als 50cmx50cm ist nicht zu empfehlen. Daher sind die angebotenen Platten eher noch kleiner. Da hier durch die Konstruktion auch noch viel Material gespart werden kann sind die Platten sehr leicht und benötigen weniger Material. Damit sind sie sehr preisgünstig. Die Freude bleibt aber leider nicht lange. Hier ist es grundsätzlich etwas einfacher Additive einzubringen. Somit gibt es so etwas ähnliches wie selbstschmierend. Diese Additive diffundieren leider sehr schnell aus und dann muss ebenfalls wieder gespritzt werden. Zurzeit ist mir nur ein Hersteller bekannt.
Die unterschiedlichen Produktionsverfahren finden Sie im Bereich "Die Produktionsverfahren"
Beim Schlittschuhfahren auf Eis fährt man im Prinzip auf Wasser. Durch das Gewicht des Eisläufers, wird durch den Druck auf die Kufe der Aggregatszustand von fest (Eis) auf flüssig (Wasser) gewandelt. Durch den entstandenen Wasserfilm, wird das Gleiten auf Eis eigentlich erst möglich. Bei Kunststoff ist das natürlich nicht so. Da reicht selbst die schwerste Person nicht aus, um den Aggregatszustand zu verändern. Deshalb kam man bei den bisherigen Generationen von Kunststoffeis auf die Idee, ein zusätzliches Gleitmittel aufzutragen. Das liegt im ersten Moment auch sehr nahe. Kann man den Aggregatszustand nicht auf flüssig ändern, so trägt man etwas Flüssiges auf. In der Praxis ist dies aber mit grossen Nachteilen verbunden:
Das Gleitmittel muss überall aufgetragen sein. Ist dem nicht so, so kann man an bereits wieder trockenen Stellen
Das Auftragen des Gleitmittels nimmt nicht unerheblich viel Zeit in Anspruch. Es muss je nach Bahnfrequentierung und Temperatur laufend wiederholt werden.
Der Schmutz wird vom Gleitmittel gerne und gut aufgenommen, was dazu führt, dass der Kunststoffboden schnell sehr schmutzig wird und der Schmutz das Gleiten stark beeinträchtigt.
Je nach Gleitmittel gibt es teilweise auch gesundheitsschädliche Inhaltsstoffe, was gerade bei Kindern nicht ungefährlich ist.
Wenn man auf dem Boden landet, kann das ein oder andere Mittel auch ganz unschöne Flecken in der Kleidung machen.
Damit folgt, dass es eine Lösung geben muss, welche ohne zusätzliche Gleitmittel auskommt.
Dafür wurde ein sog. selbstschmierender Kunststoff entwickelt. Dieser wurde so manipuliert, dass er die Gleitstoffe integriert hat.
Doch dazu mehr im Bereich: "Was ist Kunststoffeis und welche Arten gibt es?"
Es werden in der Synthetikeisbranche immer wieder Zahlen genannt, welche die Gleitfähigkeit gegenüber Eis ausdrücken.
Häufig ist die Rede von 90, 95, oder gar 98%. Die ist nicht nur hemmungslos gelogen, es wird meistens auch noch begleitet von der Ahnungslosigkeit der Anbieter, sondern dies ist vor allem totaler Unsinn.
Fast alle Anbieter in diese Branche sind weder Hersteller noch irgendwelche Forscher. Sie haben keine Ahnung von der Materie und davon viel.
Gehen die Fragen tiefer, dann kommt oft die Antwort, "die Bestandteile und Verfahren sind streng geheim".
Die meisten Platten kommen von einer Hand voll, meistens deutscher, Hersteller und sind überwiegend gepresste Standard-Industrie-Platten aus PE 500. Andere Platten sind aus PE300 und wurden extrudiert.
Um die Gleitfähigkeit zu erhöhen werden unterschiedlichste Gleitmittel verwendet, welche meisten aufgesprüht werden.
Die angegebenen Gleitwerte sind alle frei erfunden und stammen vermutlich aus dem Marketing.
Aus diesem Grund möchte ich Ihnen ein paar Werte aus der Werkstoffwissenschaft aufzeigen.
Nun eine rudimentäre wissenschaftliche Betrachtung des Gleitvermögens einer Stahlkufe auf Eis und Kunststoff:
Dies möchte ich anhand de Reibungskoeffizienten, oder auch Reibzahl genannt, tun.
Dieser Wert, dargestellt mit dem Zeichen µ ist ein Maß für die Reibungskraft im Verhältnis zur Anpresskraft zwischen zwei Körpern.
Man unterscheidet hier zwischen Haftreibung (µH) und Gleitreibung (µG).
Der Unterschied ist einfach zu erklären.
Bei der Gleitreibung bewegen sich die Reibflächen relativ zueinander, während sie dies bei der Haftreibung nicht tun.
Nachfolgend zeige ich Ihnen diese Werte einmal auf, betrachte aber später nur noch den Wert der Gleitreibung.
Der Reibungskoeffizient µ zwischen Stahl und Kunststoff ist auf jeden Fall höher als Stahl auf Eis.
Hier die Werte für Stahl auf Eis:
Gleitreibungszahl Stahl auf Eis µG=0,014
Haftreibung: Stahl auf Eis µH=0,027
Im Vergleich dazu Stahl auf Kunststoff (optimale Werte):
Gleitreibungszahl Stahl auf Kunststoff µG=0,2 - trocken
Haftreibung: Stahl auf Kunststoff µH=0,25 - trocken
Gleitreibungszahl Stahl auf Kunststoff µG=0,04 - geschmiert
Haftreibung: Stahl auf Kunststoff µH=0,05 - geschmiert
Alleine aus diesen Werten kann jedermann erkennen, dass bei trockenem Kunststoff (PE) die Werte gut 20x höher sind als bei Eis.
Bei der Haftreibung ca. 10x höher.
Selbst in den geschmierten Versionen hat PE grob einen 3-4x höheren Wert als Eis.
Bei der Haftreibung gerade dann ca. doppelt so viel.
Zu berücksichtigen ist hier, dass ich aus der Tabelle die besten Werte entnommen habe.
Hauptsächlich bestehen die Platten aus Polyethylen PE, was auch die Grundlage der oberen Werte ist.
Nun ein bisschen Mathe:
Gleitreibung:
0,014 (Reibungskoeffizient Stahl-Eis) entspricht 100% Gleitfähigkeit
0,04 (Reibungskoeffizient Stahl-PE) entspricht dann 35% und keine 98% Gleitfähigkeit
Bitte erinnern, dass sind Werte mit Schmierung.
Nun sollte aber erwähnt werden, dass sich im Bereich der Schmiermittel erhebliche Verbesserungen ergeben haben.
Somit kommt das beste Produkt mit Gleitmittel heute auf Werte zwischen 50-60%. Aber definitiv keine 90.95.98,--%.
Zu Beginn hatten dann auch die selbstschmierenden Kunststoffe Werte zwischen 40% und 60%.
Dies ist heute auch noch nicht besser geworden. Somit geben sich diese Versionen zumindest auf dieser Ebene nichts.
Die anderen Nachteile von Gleitmitteln finden Sie im Bereich: „Wie funktioniert das Gleiten auf Kunststoffeis“
Hier möchte ich dann aber doch noch ein bisschen Eigenwerbung machen. LIKE-ICE! war 2009 der erste Hersteller weltweit, welcher eine selbstschmierende Platte angeboten hat. Damals mit ca. 45% Gleitfähigkeit.
Inzwischen sind wir 4 Generationen weiter und haben Laborwerte von knapp 80% erreicht.
Genau 78,7 %. Ein bisschen aufrunden dürfte erlaubt sein.
Der beste selbstschmierende Mitbewerber hat ca. 62%, was auf jeden Fall schon über den Gleitmittelanbietern liegt.
Nun habe ich hier nur Standard-Werte aus deutschen Universitäten, bzw. aus Tabellenbüchern verwendet.
Jedoch machen wir unsere Vergleichstests selbst.
Der DISK-Test:
Dies wollte ich bei der wissenschaftlichen Betrachtung jedoch nicht verwenden, da dies eventuell den Beigeschmack von unwissenschaftlicher Wertermittlung haben könnte, da wir wohl als parteiisch betrachtet werden könnten.
Wenn Sie jetzt noch wissen wollen, wie wir die Produkte getestet haben, dann hier eine kurze Darstellung:
Wir prüfen die diversen Werte mit dem sog. DISK-Test.
Hier wird das Materialmuster in Kreisform auf einen rotierenden Teller gespannt.
Dann wird von oben die Kufe mit unterschiedlicher Kraft angepresst.
Die Sensoren messen den Drehzahlverlust.
Aus diesem Wert wird mathematisch der Reibkoeffizient ermittelt.
Hier wurde auch eine echte Eisscheibe aufgespannt um einen Basiswert zu haben.
Wir organisierten fast von jedem Mitbewerber eine Materialprobe und spannten diese ebenfalls ein.
Damit wissen wir ganz genau, welche Werte die Mitbewerber haben.
Diese jedoch zu veröffentliche würde nur massiven Ärger provozieren und unser Unternehmen müsste wohl einige Anwälte rekrutieren.
Im persönlichen Gesprächen, können gerne weitere Infos gegeben werden.
Mit diesem Disktest messen wir auch noch den Abrieb, die Einpresstiefe und die Hitzeentwicklung der Kufe.
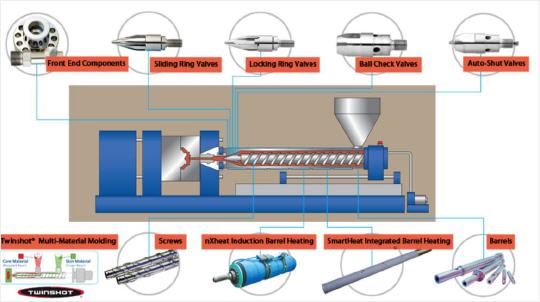
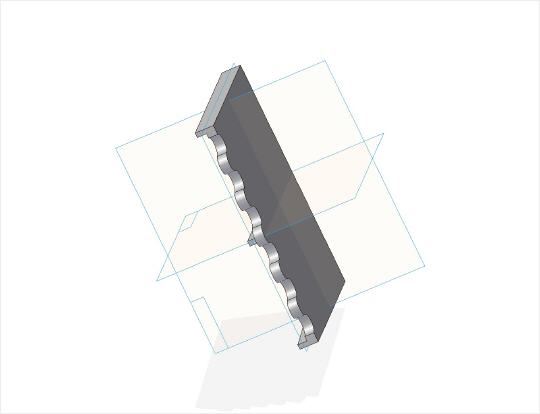
Spritzguss
Im Spritzguss wird ein sog. Werkzeug (Spritzform) erstellt. In diese Form wird der flüssige heiße Kunststoff eingespritzt und füllt den Hohlraum der Form aus. (Siehe auch Bild) Danach wird die Platte aus der Form ausgestoßen und kühlt an der Luft ab.
Vorteile / Nachteile Spritzen
Vorteile:
Die Geometrie ist entsprechend frei modellierbar und die „Platte“ muss nicht massiv sein. Auf der Unterseite kann Material eingespart werden und die massive Fläche kann durch Stege etc. ersetzt werden.
Ist das Werkzeug einmal erstellt, kann man unzählige Platten in sehr kurzer Zeit produzieren, Die Platten kommen auch faktisch fertig heraus und müssen kaum nachbearbeitet werden.
Damit sind diese Platten sehr preisgünstig zu produzieren. Weniger Material und keine Nachbearbeitung, sowie kurze Zykluszeiten, bringen erhebliche Einsparungen.
Nachteile:
Es können leider keine hochmolekularen Polyethylene verwendet werden. Diese Platten sind meistens aus max. PE300 gefertigt und damit sehr weich, was einen höheren Verschleiß zur Folge hat und der Fahrer sich sehr weit in den Belag eindrückt, was zu einem ungewollten Bremseffekt führt. Umso schwerer der Fahrer umso schlechter sind die Gleiteigenschaften.
Die Größe der Platte ist spritztechnischen und selten vorhandenen Großteilspritzmaschinen meistens erheblich kleiner als seine Kollegen. Damit entsteht auch ein erheblich höherer Montageaufwand und es gibt erheblich mehr Verbindungsstellen.
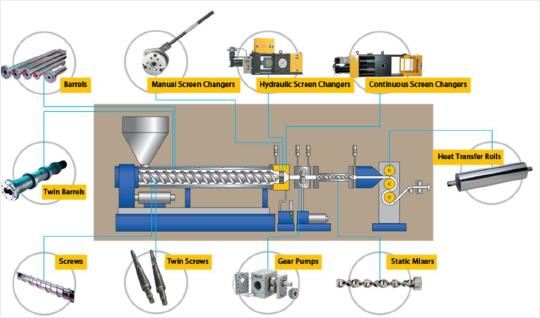
Extrusion
Hier werden die Platten fast ähnlich erzeugt wie beim Spritzguss, jedoch ist der „Spritzvorgang“ kontinuierlich. Eine Schnecke presst das aufgeheizte Granulat als Brei durch die Matrize (Düse) mit ca. 1200mm Breite uns meist ca. 12mm Stärke. Es entsteht quasi eine Endlosplatte, welche über dem Laufband abkühlt. Diese wird dann in Segmente geschnitten und dann maschinell nachbearbeitet.


Vorteile / Nachteile Extrusion
Vorteile:
Auch hier gilt, dass diese Art der Produktion preisgünstig ist. Gegenüber dem Spritzgussverfahren ist die Platte jedoch massiv.
Nachteile:
Es können leider keine hochmolekularen Polyethylene verwendet werden. Diese Platten sind meistens aus max. PE300 gefertigt und damit sehr weich, was einen höheren Verschleiß zur Folge hat und der Fahrer sich sehr weit in den Belag eindrückt, was zu einem ungewollten Bremseffekt führt. Umso schwerer der Fahrer umso schlechter sind die Gleiteigenschaften.
Die Größe der Platte ist spritztechnischen und selten vorhandenen Großteilspritzmaschinen meistens erheblich kleiner als seine Kollegen. Damit entsteht auch ein erheblich höherer Montageaufwand und es gibt erheblich mehr Verbindungsstellen.
Gepresst / gesintert
In diesem Verfahren wird das Rohmaterial in eine Form eingebracht, welche je nach Typ der Presse unterschiedlich groß ist. Es gibt kleine Pressen, mit z.B. 1x2m und größere Pressen mit z.B. 6x2m.
Diese Formen (wie Backbleche) kommen dann in die Presse. Hier kommt dann das Gegenstück und presst das Rohmaterial in seine Form. Dabei wird es aufgeheizt und gleichzeitig gepresst. Wie lange, wie heiß und mit welchem Druck differenziert je nach Hersteller und Anwendung. Ebenfalls je nach Hersteller und Anwendung wird die Platte in der Presse abgekühlt. Danach ruht die Platte einige Zeit und wird erst dann mechanisch bearbeitet, wenn die Materialspannungen reduziert sind.
Mit diesem Verfahren können hochmolekulare Kunststoffe verwendet werden. Man hat durch die Produktionsparameter erheblichen Einfluss auf die Materialeigenschaften. Ebenfalls können hier die Additive sehr gut eingebracht werden. Diese werden durch das Verfahren in das Molekulargitter, je nach Parameter, homogen oder chaotisch integriert. Durch abertausende Additive und nahezu unendliche Kombinationsmöglichkeiten der Additive und Produktionsparameter, ist hier viel Platz für Forschung und empirische Kombinationen. Hier zählt Erfahrung und Know-how, um die optimale Platte zu erzeugen.



Vorteile / Nachteile Pressen
Vorteile:
Durch die Verwendung von hochmolekularen PE (PE500, PE1000 oder andere), hat die Platte erheblich weniger Verschleiß und der Fahrer kann sich nicht so tief einpressen. Diese Platten gleiten bereits ohne Additive besser als ihre Kollegen. Hier kann je nach Hersteller und wie oben beschrieben, durch spezielle Additive das Gleitverhalten verbessert werden.
Die meisten Anbieter verwenden jedoch externes Gleitmittel, da die Platte eben schon an sich gut gleitet.
Nachteile:
Wie man unschwer erraten kann, ist dieses Verfahren aber auch das Teuerste. Alleine der Produktionsprozess erzeugt schon erheblich mehr Kosten. Dann ist das Material teurer und die Prozesszeit ist auch erheblich länger.
Mechanische Bearbeitung
Die extrudierten und gepressten Platten müssen mechanisch nachbearbeitet werden. Dies geschieht mit einer CNC Fräsmaschine oder bei simpler Nut- und Feder Verbindung mit einer Profilfräse.
Manche Verbindungssysteme müssen sogar von 2 Seiten gefräst werden.


Ein zentrales Thema, wenn nicht sogar das wichtigste Thema überhaupt, ist die Verbindungstechnik.
Warum?
Kunststoff hat die Eigenschaft sich bei Erwärmung auszudehnen und bei Abkühlung zu schrumpfen. Damit wird die Verbindung zwischen den Platten extrem beansprucht. Nicht alle Verbindungen sind daher wirklich geeignet, bzw. teilweise komplett untauglich.
Beispiel:
Ein Spielfeld mit einer Größe von 15x30m hat ein Gewicht von ca. 9t. Aus Sicht der mittleren Platte tritt eine Zug- bzw. Druckkraft in alle Richtungen von einigen Tonnen auf.
Bei ca. 30° Temeraturdifferenz dehnt sich die Fläche (oder schrumpft) bis zu 30cm
Bei noch größeren Feldern, wie 60x30m hat der Belag ein Gewicht von mehr als 30t. Bei ca. 30° Temeraturdifferenz dehnt sich die Fläche (oder schrumpft) bis zu 60cm
Welche Kräfte hier auf die Verbindung wirken ist kaum vorstellbar. Mit diesen Informationen sind Sie jetzt in der Lage nachfolgende Verbindungssysteme selbst einzuschätzen.
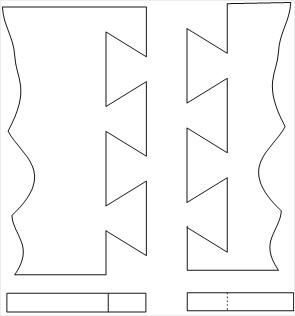
Nut- und Federsysteme

hier wird auf zwei Seiten der Platte eine Nut eingefräst und auf den gegenüberliegenden Seiten eine Feder, bzw. eine Nase. Möglich ist auch eine umlaufende Nut und die Einführung einer Lamelle. (siehe Skizze)
In der Regel wird die Verbindung mit 3-4 Kunststoffbolzen(lange Seite)und 2 Bolzen(kurze Seite), welche in eine entsprechende Bohrung eingeschlagen werden, oder kleinen 6mm Innensechskant-Schrauben hergestellt. Die führt bei Auf- und Abbau dazu, dass auch die Löcher immer wieder gebohrt werden und irgendwann der Rand richtig perforiert ist.

Vorteile:
billig zu produzieren, ohne CNC nur mit Fräse. Arretiert horizontal und vertikal
Nachteile:
Kein echter Kraftschluss horizontal, Zusätzliches Verbindungselement notwendig Kleine Bolzen oder Schrauben zwischen 6-8 mm müssen eingeschlagen, bzw. geschraubt werden. Aufwendige Demontage, kein Herausnehmen von Platten in der Fläche möglich. Bei erneuten Aufbau müssen oft neue Löcher gebohrt werden. Damit wird die Feder irgendwann komplett perforiert.
Verwendbarkeit:
kleine Flächen, indoor
Unterbau:
eben, kann kleine Unebenheiten haben

Nut-Feder nach ca. einem Jahr

Nut-Feder nach ca. 2-3 Jahren

H-, C-, oder andere Profile

hier wird auf allen Seiten der Platte eine Nut in C oder H-Form eingefräst und als Verbindung ein Kunststoffprofil in C, H-Form oder anderer Form eingeschoben(siehe Skizze)

Die Kunststoffprofile werden seitwärts eingetrieben. Dies ist sehr diffizil und aufwendig.
Vorteile:
billig zu produzieren, ohne CNC nur mit Fräse. Arretiert horizontal und vertikal. Erheblich formschlüssigere stabiler Verbindung als Nut- Federverbindung.
Nachteile:
Aufwendige Montage und Demontage, kein Herausnehmen von Platten möglich. Zusätzliches Verbindungselement notwendig.Verwendbarkeit:
indoor, outdoor, stationäre Flächen.
Unterbau:
eben, kann kleine Unebenheiten ausgleichen
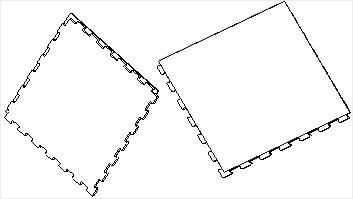
Puzzle System
hier wird auf allen Seiten ein Puzzle, bzw. eine Schwalbenschwanz gefräst. (siehe Skizze)
Grundsätzlich hat diese Technik einige Vorteile gegenüber Nut- und Feder und den Profilen, muss jedoch bereits CNC gefräst werden. Die Platten sind in der Regel symmetrisch und können beliebig eingesetzt werden. (ACHTUNG: Theoretisch ist das so, aber praktisch gilt dies nur für gepresste Platten. Bei extrudierten Platten sind die Ausdehnungsverhältnisse in X und Y-Richtung unterschiedlich und es kommt daher zu immensen Spannungen zwischen den Platten-überwiegend Produzenten aus den USA)

Vorteile:
immer noch einigermaßen billig zu produzieren, jedoch mit CNC. Arretiert nur horizontal. Erheblich formschlüssigere stabiler Verbindung als Nut- Federverbinding in horizontale Richtung. Einfache Montage. Herausnahme einzelner Platten möglich.
Nachteile:
kein Kraftschluss vertikal. Bei dünnen Platten und etwas größeren Flächen dreht sich der Zapfen bei Zugkräften heraus.
Verwendbarkeit:
indoor, outdoor, mobile Flächen, kleine Flächen.
Unterbau:
Der Untergrund muss wegen der nicht fixierten vertikalen Ausrichtung perfekt gestaltet sein.
3D Puzzle - Quickconnect = geschützt LIKE-ICE!
Wie Sie sehen konnten haben die unterschiedlichen Verbindungssystem ihre Vor-, bzw. Nachteile. Das 3D Puzzle von LIKE-ICE! verbindet hier die Vorteile aus den vorherigen Systemen, ohne die Nachteile mitzunehmen.
3D Puzzle bedeutet, dass das Puzzle-System nicht durchgehend ist, sondern einen Rest stehen lässt, welcher als Anschlag benutzt wird und den Zapfen erheblich stabilisiert. Gleichzeitig arretiert der Anschlag die vertikale Position, was zu einer perfekten Oberfläche führt. Auf dieser läuft sogar ein Puck ohne jegliche Störungen.
Die Platten sind so konstruiert, dass die anliegenden Platten die anderen Platten miteinander so verzahnen, dass sie sich vertikal gegenseitig stabilisieren.
Für extremere Witterungsverhältnisse, wirklich unsauberen Untergrund auch große Flächen hat die Firma ein weiteres Patent eingetragen, welches eine zusätzliche Arretierung hat, um die vertikalen Bewegungen komplett auszuschließen.
Auf dem Markt befinden sich 2 Unternehmen, welche dieses System unlizenziert kopieren. Hier sollte man aufpassen, weil eventuell Rückabwicklung droht.

Vorteile:
Arretiert vertikal und mit extremen Kraftschluss horizontal. Zugkräfte bis 80 t möglich. Erheblich formschlüssiger und damit stabilere Verbindung als andere Systeme. Einfache Montage. Schnelle Montage und Demontage. Herausnahme einzelner Platten möglich.
Nachteile:
Aufwendiges Verbindungssystem, daher teurer in der Produktion
Verwendbarkeit:
indoor, outdoor, mobile Flächen, , stationäre Flächen, jede Flächengröße.
Unterbau:
Der Untergrund sollte einigermaßen eben sein.
Verschweißen

dies ist grundsätzlich möglich, jedoch für Flächen völlig unbezahlbar. Die Technik gibt es auf Basis von Extrudorschweißgeräten mit einen „Schweißdraht“ aus dem entsprechenden PE-Material. Die Platten könnten auch anders verschweißt werden, jedoch leider nicht vor Ort. Weiterer Nachteil, dass bei Platten mit Additiven oder strukturell veränderten Kunststoffen die Eigenschaften an der Nahtstelle verloren gehen. Für Sonderanwendungen aber oft die einzige Lösung. Beispiel Bobbahn.
Kleben

Das ein oder andere Mal sind Hersteller aufgetaucht, die die Verbindung kleben wollte. Solcher Nonsens taucht immer wieder auf. Eigentlich ausschließlich von komplett ahnungslosen Anbietern. PE zu kleben ist NICHT möglich. Es gibt zwar die Möglichkeit die Nahtstelle zu ätzen oder zu beflammen, aber bei diesen Kräften ist die Haltbarkeit der Naht oft nur einige Tage.
Im nachfolgenden Bild wird, von einem Anbieter mit Puzzlesystem, versucht die Platten auf dem Boden zu verkleben. Ein komplett unsinniges Unterfangen, weil die Platten eigentlich schwimmend verlegt sind, da er sich stark bewegt. Bei Temperaturschwankungen ist diese Verbindung bereits nach Minuten, bzw. Stunden nicht mehr vorhanden. Wobei hier auch offensichtlich ist, dass dies nur partiell geschieht, um die vertikalen Verwerfungen in den Griff zu bekommen.
FAZIT
Da, wie teilweise in den anderen Kapiteln beschrieben, keine echten Hersteller, bzw. Entwickler auf dem Markt tätig sind, werden immer noch Verbindungssysteme verkauft, welche beim Verlegen kurz gut aussehen, aber den Anforderungen im Alltag nicht standhalten. Nicht mal eine Hand voll Anbieter entwickeln und stellen her und vor allem installieren und betreuen ihre „Ice rinks“ selbst. Viele Produkte werden von ein und demselben Hersteller produziert und unter verschiedenen Namen verkauft. Hier zählt das schnelle Geld. Einfache PE-Platten und billiges Verbindungssystem gepaart mit einem irren Preis bringen maximale Gewinne. Hier kann man sich dann auch gleich direkt an entsprechende Kunststoffproduzenten wenden und weit mehr als 50% sparen.
Keiner der Nut- und Feder Anbieter hat Referenzflächen über 400m² (wenn überhaupt), welche mehr als eine Saison liegen. Das werden Sie schnell merken, wenn Sie danach fragen.
Am Ende gilt jedoch das Preis-Nutzen-Verhältnis. Wenn ich eine kleine Fläche möchte. (max. 100m²), sollte eine günstige, gerne auch dünnere Platte mit Puzzle ausreichen. Typisch wäre dabei, die Nutzung in Privat- und Kellerräumen, kleine Bühnen, In Ein für Kinder, usw. Hier kann man die Platten auch schnell auf und abbauen. Jedoch sind hier die meisten Anbieter nicht selbstschmierend und die Platten müssen mit einer Gleitflüssigkeit bespritzt werden.
Für den Sommereisstockschützen tut es auch eine gebrauchte Nut- und Feder Platte. Diese kann bei der typischen 2m Funbahnbreite schnell hintereinander verlegt werden und dürfte billig zu organisieren sein.
Generell kann gesagt werden, dass bis zu einer Größe von ca. 150m² jede Technik genutzt werden kann.
Bei größeren Flächen sind nur noch Profil-Verbindungen und 3D-Puzzle geeignet. Wenn eine Fläche zuverlässig permanent liegen bleibt, ist auch die Profiltechnik ein gutes Produkt.
Möchte man eine hochwertige Verbindung mit entsprechender Flexibilität mit gelegentlichen oder häufigeren Auf- und Abbau, kommt man um das 3D Puzzle von LIKE-ICE! nicht herum.
Die Preise hängen vom verwendeten Material, Produktionsverfahren und der jeweiligen Firmenpolitik ab.
Sie bewegen sich zwischen 100-250 € /m⊃2;.
Wie im Bereich „Was ist Kunststoffeis und welche Arten gibt es?“ erklärt, gibt es unterschiedliche Produktionsverfahren, welche starken Einfluss auf die Preise haben. Ein weiterer Faktor sind dann die Verbindungssysteme, welche aber keinen großen Einfluss auf den Preis haben. Lesen Sie noch mehr dazu im Bereich: „Welche Verbindunssysteme gibt es?“
Gespritzte Platten: Das ist das preisgünstigste Produkt. Sie liegt zwischen 80,- und 120€/m². Wie an anderer Stelle erwähnt ist das Produkt sehr weich und hat einen hohen Verschleiß. Die reine Nutzschicht ist nur ca. 5mm dick. Gleitmittel sind notwendig, auch wenn angegeben wurde, es sei integriert.
Extrudierte Platten: Diese Platten sin in der Regel 12mm, bzw. ½“ dick. Sie liegen zwischen 100,- und 170,-€/m² Hier sind ausschließlich Produkte mit Gleitmittel bekannt..
Gepresste Standard PE Platten mit Gleitmittel:Die Standard PE Platten mit Gleitmittel meist 18-20mm dick. Liegen zwischen 140,- und 220,-€/m²;. (hier gibt es auch teurere Anbieter, welche nur im Marketing ein Spezialprodukt haben)
Selbstschmierende Pressplatten: Die selbstschmierenden Platten sind etwas teurer, haben jedoch keine Betriebskosten für Gleitmittel. Sie liegen zwischen 170,- und 250,-€/m²;. Hier spart man richtig Geld im Betrieb. Aber leider sind bei diversen Produkten die Gleitstoffe schnell verflogen. Dann müssen ebenfalls Gleitmittel verwendet werden.
Nachfolgend finden Sie eine Tabelle, welche die Anschaffungskosten mit den Betriebskosten vereinigt und die Produkte gegenüberstellt.
Dort sieht man, dass das offensichtlich billige Produkt meist schon im ersten Jahr teurer sind als selbstschmierende Platten.
Vergleichstabelle

Bereits vor ca. 50 Jahren experimentierten verschiedene Hersteller in den USA mit synthetischen Eisprodukten.
Die ersten Platten bestanden aus Holz und wurden mit unterschiedlichen Kunststoffen beschichtet. Die Gleitfähigkeit war sehr bescheiden. Auch das Auftragen unterschiedlichster Gleitsubstanzen verbesserte dies nicht merklich.
Die Kufen schnitten den Belag oft bis auf das Holz durch und die Gleitflüssigkeit zog auch in das Holz ein und ließ es aufquellen. Die Platten passten auch nicht besonders exakt zusammen und hatten dadurch an der Verbindung Stoßkanten.
Trotz all dieser Probleme wurde nicht aufgegeben und einige Hersteller setzten Sie sich durch, da es auf jeden Fall auch damals schon eine gute Trainingsmöglichkeit war, um über den Sommer zu kommen. Durch den höheren Gleitwiderstand erfuhren die Athleten einen schnelleren Kraft- und Ausdaueraufbau, den sie in Geschwindigkeit auf echtem Eis umsetzen konnten.
Ende der 90er Jahre führten neueste Materiallegierungen zu einem Innovationssprung in der Industrie. Platten wurden komplett aus hochwertigen Kunststoffen gefertigt, die dem Natureis sehr nahe kommen und mit herkömmlichen Schlittschuhen befahrbar sind. Einige Materialien kommen mittlerweile ohne extern aufgetragene Gleitlösungen aus. Durch computergesteuerte Fräsmaschinen konnten die einzelnen Platten ohne Stoßkante verbunden werden.
Damit setzte sich das Material nun weltweit durch und wurde zu Trainingszwecken sinnvoll eingesetzt.
In den USA verzichten immer mehr Trainer und Hallenbetreiber, die aus historischen Gründen bereits mit synthetischem Eis vertraut waren, komplett auf Kunsteisbahnen und errichten ganze Trainingsstätten mit synthetischen Eis. Die Eigenschaften von Eis werden mittlerweile so gut imitiert, dass sogar NHL-Profitorhüter ihre Saisonvorbereitung auf synthetischem Eis durchführen.
Seit einiger Zeit beginnen sich Kunststoffeisflächen auch in Europa durchzusetzen. Die Trainer und User sehen die Vorteile für ihr Training und vergleichen die Produkte nicht mehr gleich mit Eis.
Seit kurzer Zeit sind dann auch die selbstschmierenden Kunststoffe auf dem Markt, welche ohne zusätzliche Gleitmittel auskommen.
Nun wird es Zeit, dass auch die europäischen Verbände diese Flächen zumindest als Trainingsfläche zulassen. Eine Zulassung für die unteren Ligen wäre ebenfalls wünschenswert, da es sehr viel mehr Eishockeyfreunden den Zugang zu diesem Sport ermöglichen würde. Ein Wachstum der Mitgliederzahlen müsste auch für jeden Beteiligten erstrebenswert sein.
Die Angst, dass Kunststoff dem Eis vorgezogen wird, kann man getrost vergessen, da der Kunststoff nie in der Lage sein wird Eis zu ersetzten. Selbst wenn er so gut gleitet und viele Eigenschaften imitiert, wird er wohl nie kalt sein ;-)
Touristische Nutzung:
Ideal für Gemeinden, Tourismusverbände und viele mehr zur Verlängerung der Aufenthaltsdauer, Verlängerung der Saison (Ganzjahresbetrieb), als zusätzliche Attraktion, als Schlechtwetterprogramm ….
Sportliche Nutzung:
Ideal für Gemeinden, Eissportvereine und viele mehr zur Verlängerung der Saison (Ganzjahresbetrieb), zur Kostenersparnis, als zusätzliche Eisfläche, für Trainingszwecke, …..
Geschäftliche Nutzung:
Ideal für Gastronomie, Hotellerie, Eventveranstalter, Sommerrodelbahnen, Veranstaltungszentren/Messen/Märkte, Einkaufscenter, Zirkus/Zoo`s, Handelsketten/Möberlhauser…, Thermen/Bäder, Skiliftbetreiber/Bergbahnen, Golfplätze, Minigolfanlagen, Sportanlagen ….zur Verlängerung der Aufenthaltsdauer, als zusätzliches Angebot und zur Steigerung der Umsätze.
Nutzung im Detail:
Anwendung Eishockey/Eiskunstlauf:
-Torhütertraining
-Lauftechnik
-Stocktechnik
-Passtechnik
-Schusstechnik
-Koordination
-Sprünge
-Pirouetten
-Hebefiguren